以下是:铜止水砂浆抗裂纤维质量牢靠的产品参数
| 产品参数 |
|---|
| 产品价格 | 批发/个 |
|---|
| 发货期限 | 1 |
|---|
| 供货总量 | 666 |
|---|
| 运费说明 | 面议 |
|---|
以下是:铜止水砂浆抗裂纤维质量牢靠的图文视频
铜止水砂浆抗裂纤维质量牢靠,兴泰工程材料有限公司为您提供铜止水砂浆抗裂纤维质量牢靠,联系人:张经理,电话:15318168555、15318168555,QQ:2028098034,请联系兴泰工程材料有限公司,发货地:莱芜高新区发货到新疆 伊犁市 。 新疆维吾尔自治区,伊犁哈萨克自治州 伊犁州境内驻有新疆生产建设兵团第四、七、八、九和第十师、伊犁师范大学、新疆矿冶局、新疆维吾尔自治区天山西部国有林管理局、新疆维吾尔自治区阿尔泰山国有林管理局、阿希金矿等一批中央和自治区直属单位。伊犁哈萨克自治州是新疆细毛羊、伊犁马、新疆褐牛、中国美利奴羊的主要培育和生产基地,有霍尔果斯、都拉塔、木扎尔特3个一类口岸,主要旅游地有恰西、唐布拉、那拉提等草原民俗旅游区。文化遗迹有夏特古城、包扎墩乌孙古城、格登碑以及草原岩画等。
想了解我们的铜止水砂浆抗裂纤维质量牢靠产品吗?我们为您准备了细致入微的视频介绍,让您在短时间内了解产品的精髓。
以下是:铜止水砂浆抗裂纤维质量牢靠的图文介绍

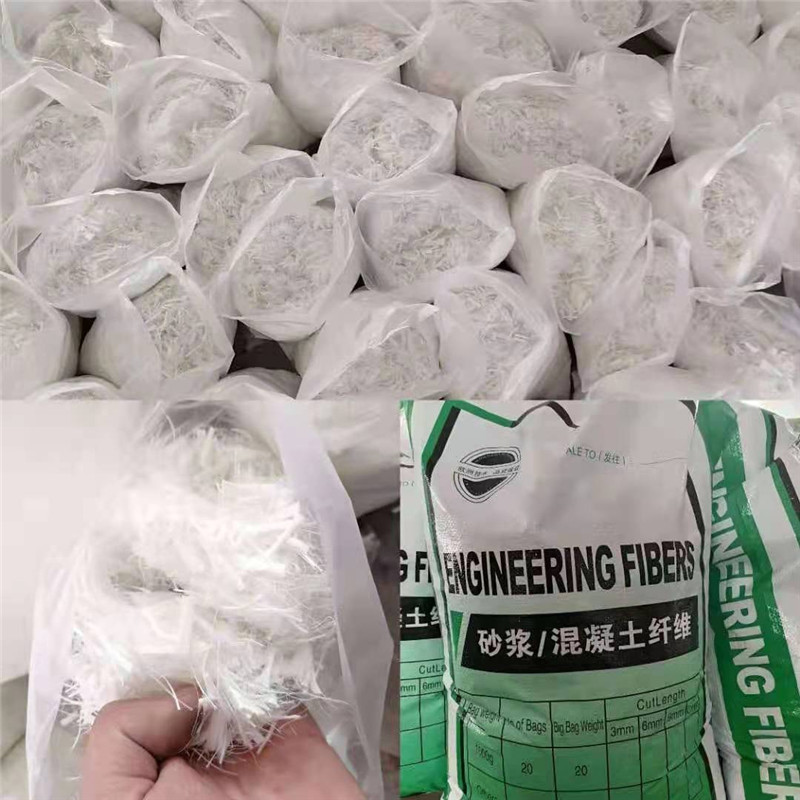
止水铜板又被称为紫铜止水(就是指以紫铜或纯铜生产加工而成),新疆伊犁铜止水铜具备导电率优良,溶点高优势,常常做为输电线或是熔断丝。纯铜的颜色是鲜红色的,其溶点在1100℃上下,相对密度做到8.9g/cm3。往往展现为暗紫色,是由于铜表层被氧化而产生的空气氧化膜而致,此空气氧化膜的出现恰好是铜耐空气氧化浸蚀的根本原因所属。止水铜板常用的铜一般为T2型的一般紫铜,其铜成分超过99.8%。止水铜板具备优良的抗腐蚀,抗拉强度高,具备优良的形变性,适用高級水利建筑物的基本防水,坝身防水等。 特性 止水铜板是一种高平稳,低保护的屋顶和幕墙铝单板,环境保护,应用性,便于生产加工并具有抗腐蚀。其屈服强度和拉伸强度反比,经生产加工折边的铜钱强度极高,但可根据热处理工艺减少。在任何工程用金属复合材料中,铜具备的延展特性,在融入建筑美学层面,具备很大的优点。铜钱不会受到生产加工溫度的限定,超低温时不会改变脆,高溶点时可运用氧吹等热熔焊接方法。即便 在非常高腐蚀的大气污染中,铜钱也会生成牢固, 性的钝化处理防护层,别名“铜绿”。其成分在于所处地方的气体标准,但各种各样成份的“铜绿”对铜钱的防护作用基本一致。这层钝化处理膜十分平稳,遭受损坏可自动修复,人眼难分。


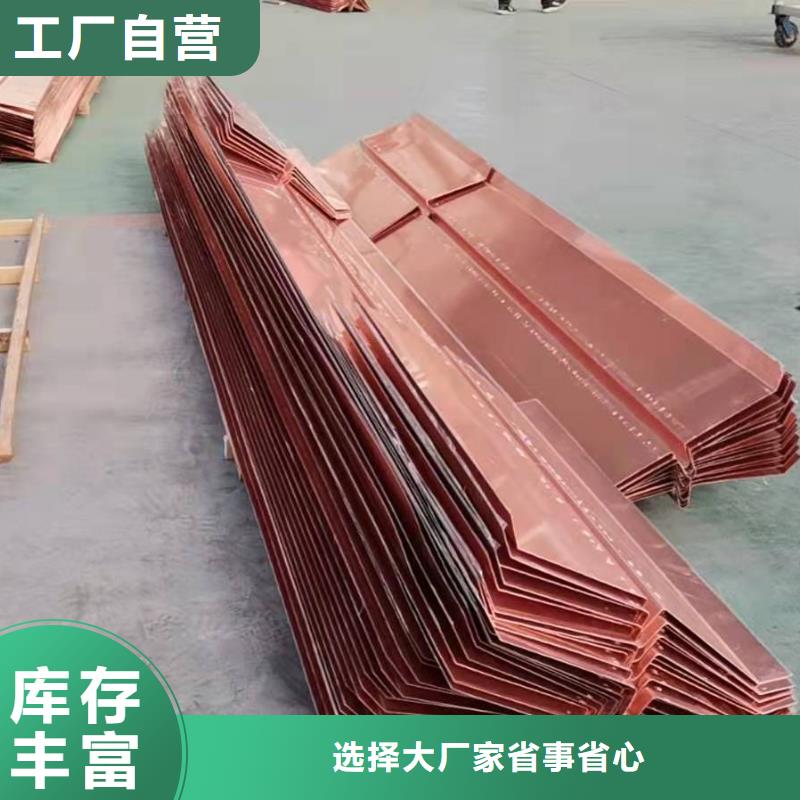
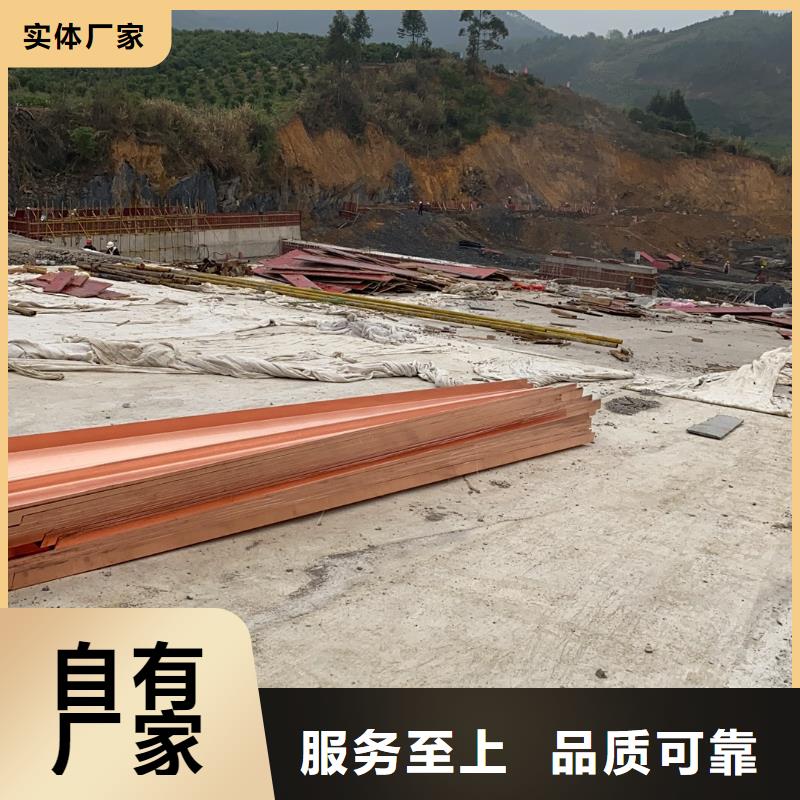
设定止水铜片的部位并不是一个一次性现浇混凝土构架,新疆伊犁铜止水必须独立混凝土浇筑,由于这种位置都是有一定的差别,未作解决的水源源不绝渗透到房间内,因此 它是必须应用止水铜片,以实现封口的目地。铜止水 次之,设定几个止水铜片难题,针对低坝和50m下列中坝能够 只选用一道底端防水。中坝及100m下列高坝宜设定底,顶端两条防水。100m之上的高坝宜采用底,顶端两条防水,或底,中,顶端三道防水。 第三,不一样坝高的压性竖直缝均应选用硬平缝构造,只需选用一道底端防水。缝的一侧缝面该涂沥清保湿乳液等防粘合剂。止水铜片下应设定PVC垫圈并粘接在混合砂浆垫座上。止水铜片两边底角应设定沥清止浆条。高坝张性竖直缝宜选用底,顶端两条防水,中,低坝可只选用一道底防水,其构造同压性缝。 第四,在止水铜片的固定不动时,应尽可能确保止水铜片与变形缝的中心线相匹配,避免挪动,而且二块止水铜片必须 电焊时,电焊焊接必须 不断检测,防止出现焊接,为了更好地确保激光焊接品质,可选用双面焊。 第五,拐角处的止水铜片解决难题必须 挑选适当的止水铜片连接头, 是采用一次性成形铜防水连接头。



兴泰工程材料有限公司创造新的 新疆伊犁T2M止水铜片,但从来没有模仿。公司得发展不能没有客户的支持。站在新的起点,我们将回报以更受欢迎的 新疆伊犁T2M止水铜片产品,优良的品质和良好的服务给予我们的客户,欢迎各界商友洽谈合作。本厂提供 新疆伊犁T2M止水铜片产品开发,来样来图定做,承接各类订单,欢迎咨询。


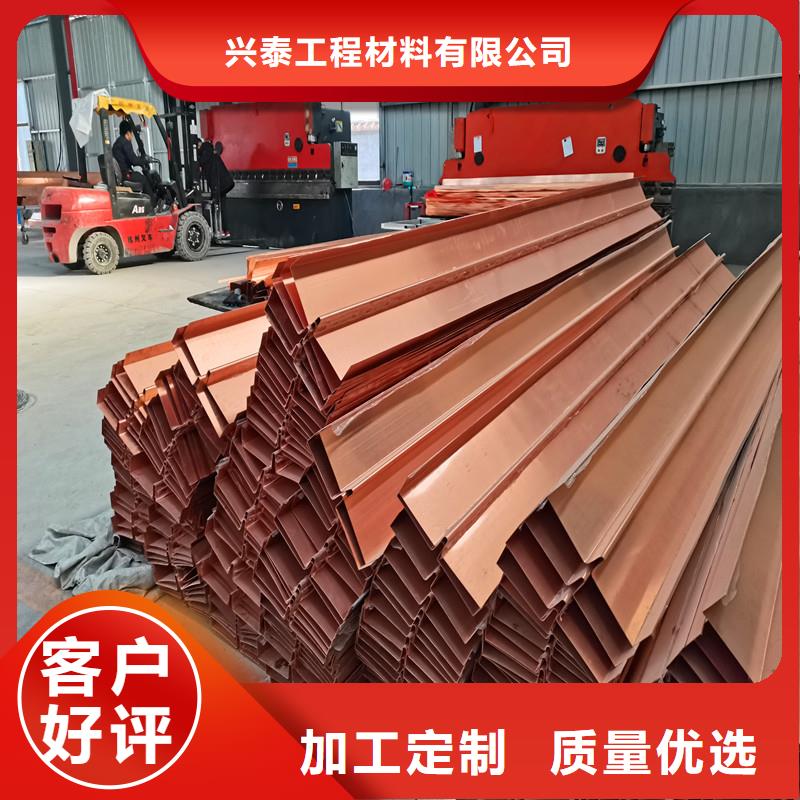
铜止水片(是由紫铜或纯铜生产加工而成),新疆伊犁铜止水因而铜止水片的电焊焊接应以紫铜焊接检验标准。铜止水片电焊焊接宜选用气割或氩弧焊机,这儿详细介绍气割的操作流程及其常见问题。 气割是用O2与乙炔气体造成高溫,熔融焊丝与焊接件的金属材料疑固后产生焊接的焊接工艺。 其具体步骤办法是:关掉焊把电源开关,将乙炔气体及O2开启,打火渐渐地开启焊把电源开关引燃焊嘴,将焊丝依据必须 放到被焊物件上,再慢慢调准焊嘴的火焰高低,应用火焰溶化焊丝与焊接件的合金凝结后产生-条焊接。 需运用衔接焊的方式 ,其钢筋搭接尺寸不能低于40mm,与此同时为得到高宽比和总宽匀称的焊接,钢筋搭接焊可选用左焊接方法,即焊炬从右往左边挪动的方式 。气割的操作过程方式 包含氧气乙炔焰的引燃.调整和灭掉.起焊.电焊焊接全过程中焊炬和焊丝的健身运动.连接头和结尾的使用要点。 1.火苗的引燃 焊炬的握法,应左手拿焊炬,将食指和无名指坐落于氧e调节阀处,与此同时大拇指还能够电源开关.调整乙炔气体调节阀门,随时随地调整汽体的总流量。引燃火苗时,先要稍稍打开氧s气调节阀门,随后再开乙炔气体调节阀门,二种汽体在焊炬内混和后,从焊嘴喷出来,这时将焊嘴挨近明火就可以引燃。打火时,拿明火的手不必正对接焊嘴,也不能将焊嘴偏向别人或易燃物,防止出现事故。(留意)一开始打火时,很有可能发生持续”放鞭炮"声,缘故是乙炔气体不纯,需释放不良的乙炔气体再次打火。有时候发生不容易打火的状况,大部分状况是氢开得过大而致,这时候应将氧e调节阀调小。



在新疆伊犁市采购铜止水砂浆抗裂纤维质量牢靠请认准兴泰工程材料有限公司,品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:张经理-15318168555,QQ:2028098034,地址:高新区)。